
To the ideal tool holder
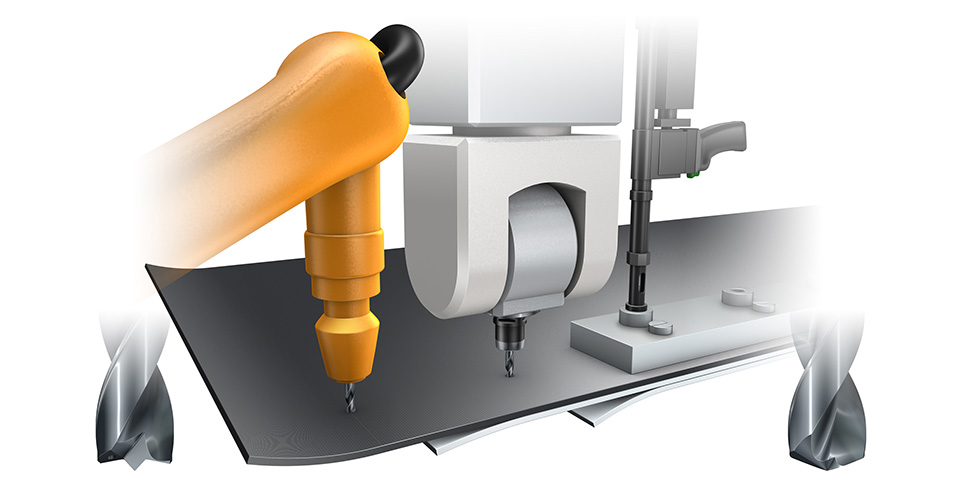
Modern five-axis and multitasking machines constantly provide new and improved machining concepts. In addition to the cutting edge, the choice of clamping device for the tool is also decisive for success. However, the technology range is particularly large. A systematic comparison helps to determine the optimum clamping technology for the respective machining process.
Looking at the development in the tool holder market, two aspects become clear. First, the variety of variants is increasing. Second, accurate assemblies are rapidly gaining in importance. Indeed, the improved quality and performance of machine tools result in greater demand for process safety and longer service life. Moreover, improved efficiency reduces costs and thus cost. This shows the importance of regularly evaluating existing toolholder strategies, especially when investing in new machine tools.
An assessment of the overall system
There is no optimal toolholder system that covers all applications. The choice depends on numerous parameters and must also consider the rest of the machine (clamping, workpiece, tool, spindle interface and machine). As the main interface for the workpiece, the toolholder plays an essential role, not least because it can at least partially compensate for weaknesses within the overall system. The selection of the ideal toolholder must be done in several steps. First, the basic criteria must be determined. These have a major impact on the underlying stability of the process. In a second step, the focus is on quality, accuracy and productivity. In a final step, it is recommended that economic criteria be considered in the form of a cost-benefit analysis. This article is limited to the first two steps.
Basic criteria are essential for process stability
The basic criteria for toolholder selection can be viewed as KO criteria. If they are not met, the machining process cannot run smoothly.
1. Clamping force/torque
The clamping force of the toolholder determines to what extent the torque at the interface between the toolholder and the tool can be controlled. If the clamping force is sufficiently high, the cutting edge of the tool contacts the material evenly. If it is not, the tool begins to rotate in the holder and cuts are unsteady. In extreme cases, the tool is pulled out of the tool holder. Transferring torque is done in several ways: tools can be threaded into the base element. A second possibility is mechanically clamped tools with a positive drive. This method of clamping fails only when the torques exceed the braking or shearing force of the parts. Finally, tools can be force-clamped. Cross-pressure connections are used for this purpose.
2. Radial stiffness
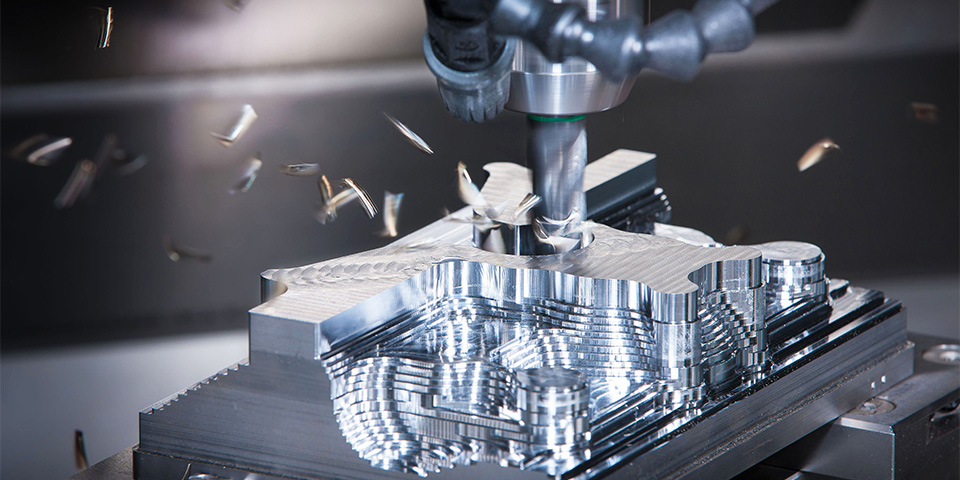
High radial stiffness allows high cutting forces (i.e., large inputs and high feed rates). This is an essential criterion for processing large volumes since machining time and therefore productivity, as well as the possible projection of the tool, are greatly affected. Radial stiffness depends on the properties of the material, on the geometry and on the integration of the toolholder into the overall machine tool system. Simply put, the shorter the toolholder, the larger the diameter, the more homogeneous the unit and the larger the support for the holder on the spindle, the greater the radial stiffness.

3. Interference contour
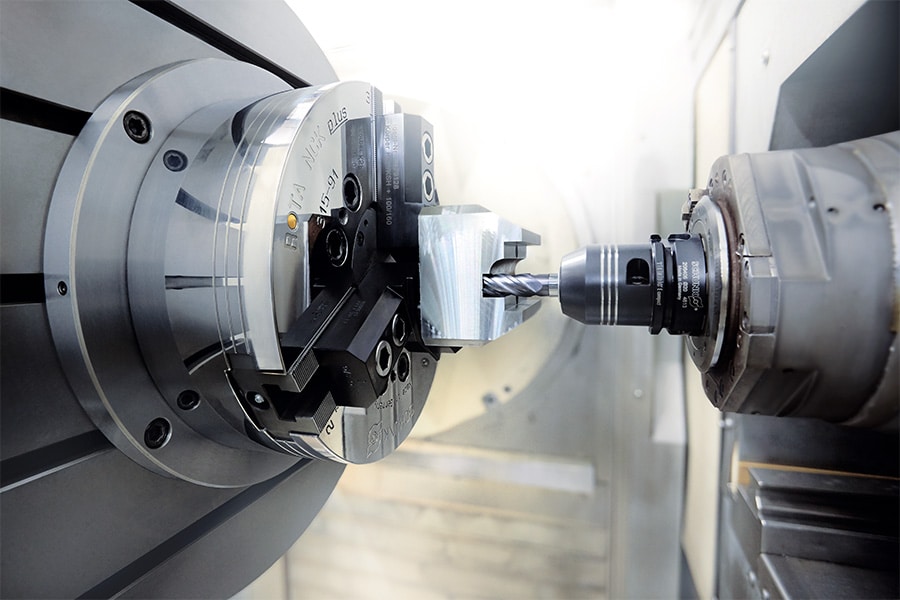
When workpieces on modern five-axis machines are fully machined in only two clamping steps, accessibility is essential. This requires narrow toolholders that transmit a sufficiently high torque while ensuring high accuracy on the workpiece. In particularly tight spaces, alternative tool extensions can be used that can be mounted between the tool and the toolholder, if necessary. Unlike tool holders with optimized contour and spindle interface, tool extensions can be used flexibly. They are available with different clamping techniques.
4. Suitability for high speeds
If the spindle reaches speeds of up to 80,000 rpm and more during cutting, the toolholders must meet special conditions in terms of geometry, concentricity, balancing quality and process safety during tool changes. The smaller the clamping diameter, the more often mechanical universal toolholders, as well as thermal shrink toolholders or hydraulic expansion toolholders reach their limits. Other clamping technologies, such as polygonal clamping technology, which do not contain movable parts, make an important contribution here.

Quality criteria determine accuracy and productivity
Compliance with basic criteria has long been sufficient to perform most operations. With more stringent requirements for workpiece quality and machining efficiency, the importance of quality criteria is rapidly increasing. Here it must also be taken into account that the speed of development can vary enormously from one sector and region to another. The higher the requirements for dimensional accuracy, surface quality and economic efficiency, the more important quality criteria become.
1. Runout accuracy
For precise machining, the runout accuracy of the tool and the complete drive train is crucial. These determine whether dimensions and tolerances can be achieved. In addition, run-out accuracy has a major influence on tool cutting edge wear and the life of the machine spindle. If the clamped tool does not rotate centrically around the spindle of the toolholder, there is a risk of inaccuracies and the required dimensions of the workpiece will not be achieved. In addition, the tool will begin to strike during machining and wear out faster.
2. Repeat accuracy
The repeatability accuracy of a toolholder describes how well a toolholder can reproduce a defined parameter during several attempts. In modern precision machining, it is not so much about absolute accuracy, but rather the repeatability of the machine and thus of the toolholder that is decisive. Systematic machine errors can be compensated relatively easily in modern CNC machines using algorithms in the machine control. However, this is only possible with a high degree of repeatability, that is, if the respective deviations are always as identical as possible. The repeatability accuracy of the toolholder is therefore decisive in determining what accuracies are ultimately achieved on the workpiece.
3. Balance quality
Simply put, an imbalance occurs when the mass in a rotating element is unevenly distributed because the center of gravity is not on the axis of rotation (static imbalance) or because the main axis of inertia is not parallel to the axis of rotation (dynamic imbalance). For tool holders, there is often a combination of static and dynamic imbalance. This can be caused by design-related technical interpretations (e.g., single-edge tools), by the asymmetric design of the toolholder (e.g., due to gripper grooves or clamping screws), by the asymmetric distribution of mass due to manufacturing tolerances, or by misalignment or errors in the mounting of the rotating element. Tool holders with high imbalance lead to poorer surface quality due to vibrations on the tool holder, limited achievable cutting speeds, lower production accuracy, shorter tool life and damage to machine spindle bearings.

4. Damping of vibrations
Depending on the response to the exhaust frequency of the overall system, vibrations can occur during any machining process. These can have a huge impact on machining results and lead to increased tool wear and breakage, as well as damage to the machine. Just like a shock absorber, toolholders can also dampen vibrations and support smooth and consistent cutting. This depends on the clamping technique. This minimizes noise emissions, improves workpiece surface quality, extends tool life and can protect the spindle.
5. Supply of coolant
Cooling lubricants perform several functions during machining. They remove chips, reduce heat and friction, ensure uniform tool and workpiece temperatures and help meet tolerances. Depending on the type of coolant, you can choose between external cooling, edge cooling and internal cooling. Internal cooling has some special advantages: the cooling lubricant arrives exactly at the cutting edge without having to manually align the coolant nozzles, and chips are reliably removed from deep and narrow contours. Even when deep holes need to be drilled, the cutting edge can be cooled effectively. As a result, the tool has a longer service life and process parameters can sometimes be increased significantly.


Contact gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Social
Vragen? Neem dan direct contact met ons op
Contact © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.