
Do you sharpen your tools?
The main condition, of course, is that the cost of grinding is lower than that of the new tool. An economic and at the same time ecological choice, because raw materials last longer this way. Especially HSS and VHM drills and cutters receive such treatment, but it is not without risk. Expertise is required to get back to the right specifications.
Text: Valérie Couplez Image: iStock
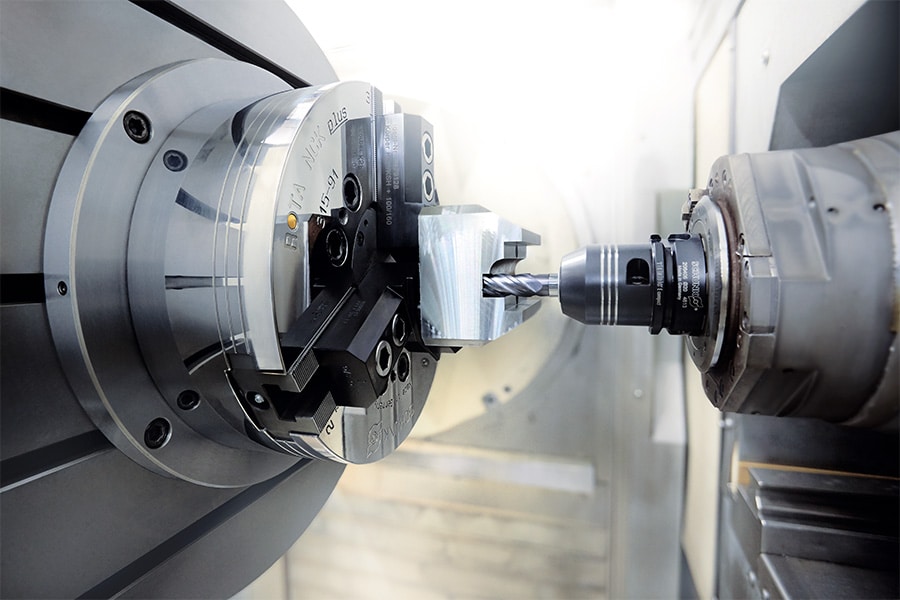
Machining operations place heavy demands on tools. Therefore, over time, freespace wear will show itself on your tools. The limit is usually set at 0.1 to 0.15 mm before they need to be taken out of the machine better. But you can also notice it in the machine parameters (higher power required at the spindle) and even on your workpieces. If you notice burrs there or deviations from the desired tolerances and surface quality, then your tool needs replacement or grinding. Those who choose grinding generally choose a lower tool cost. The second advantage is faster availability, which means you need to stock fewer tools yourself to maintain continuity in your production.
Points to consider when grinding
However, it's not all roses. Not every tool can regain its original cutting characteristics. The wear may already be too far along or the heat buildup has permanently affected the tool's structure. In that case, it is better to opt for a new tool. After all, without the correct geometry, your tool will not perform as it should, which has a very negative impact on tool life but especially on the dimensional accuracy of the tool. The impact also makes itself felt on the machine. A different cutting geometry requires adjusted parameters. Keep in mind that coated tools may require a new coating layer after grinding. And that, in turn, can drive up the cost.
Choose specialists
But when is it interesting to consider grinding? First of all, external grinding is often the best option. After all, it requires specialized machinery and expertise to match the original geometry. Important to know, the grinding shops of today, are no longer the grinding shops of yesterday. There has been very hard investment in recent years to further professionalize sharpening. The result? The cost price and production time per piece have dropped, and grinding mills have also given themselves a lot of additional capabilities to grind more and more and more complex tools. Grinders can perfectly match the tolerances prescribed by the manufacturer and even certify through measurement reports that they will have the same quality and tool life. Perhaps it might be interesting to reconsider grinding?

Grinding or replacement?
Whether this grinding cost ultimately outweighs the cost of a new tool should not be purely a question of price, but should also take into account the volume chipped. That A-brands are better in the market for grinding should not be surprising. In general, it is the more traditional tools that are the most cost-effective to sharpen. But the application in which the tool must perform will determine whether or not it is interesting. Finally, series size will play a role. The more tools you have sharpened at one time, the less the setup times will factor into the cost per tool.


Contact gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Social
Vragen? Neem dan direct contact met ons op
Contact © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.