
Water as a razor-sharp cutting tool
Waterjet cutting is a process that involves cutting materials by means of a jet of water under high pressure. Is the material very hard? Then granular abrasives, or abrasives, are added to give the water sample extra cutting power. What waterjet cutting machines have over any other cutting technology is that virtually any material can be cut with them. This article lists the advantages that come with the process.
The thickness of the material also plays a role in the natural shape with which water cuts through it.
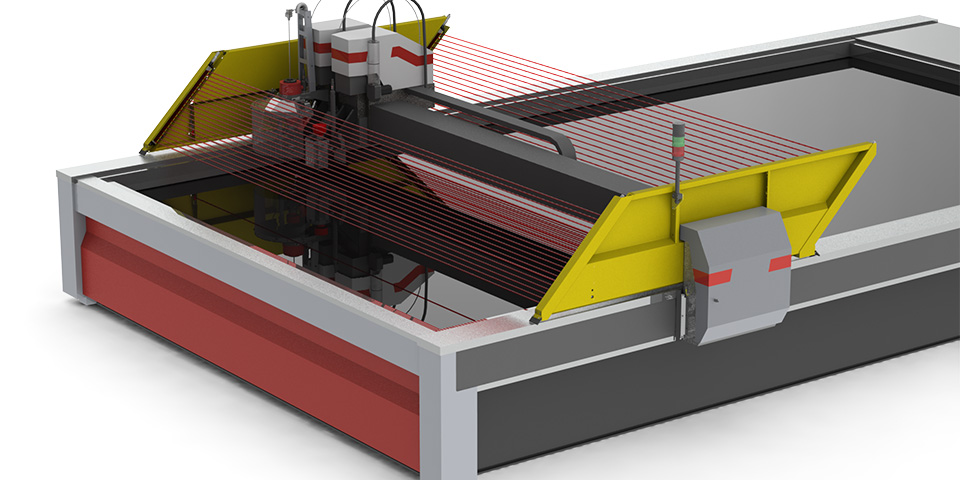
If you material to be cut does not react with water, then chances are extremely good that it can be shaped with waterjet cutting. As the name implies, this is a cutting technology that uses a jet of water. By pressurizing the water (from 3,500 to 6,000 bar), the water jet will reach a speed that is more than double the speed of sound. This makes the jet a razor-sharp tool for cuts in just about any material. Thanks to its excellent characteristics, waterjet cutting has long since ceased to be an exotic phenomenon in the metalworking industry. For example, it has applications in aerospace and vehicle workshops to efficiently cut shapes and parts. For softer materials (fabrics, rubber, metal foils) or food, water will suffice. For harder or thicker materials (metals, rocks, thicker plastic materials), abrasives are appropriate. These abrasive particles are added to the water in the nozzle.
Virtually burr-free cut high-end

Thus, by combining with abrasive (often sand), waterjet cutting can also master hard materials and large material thicknesses.
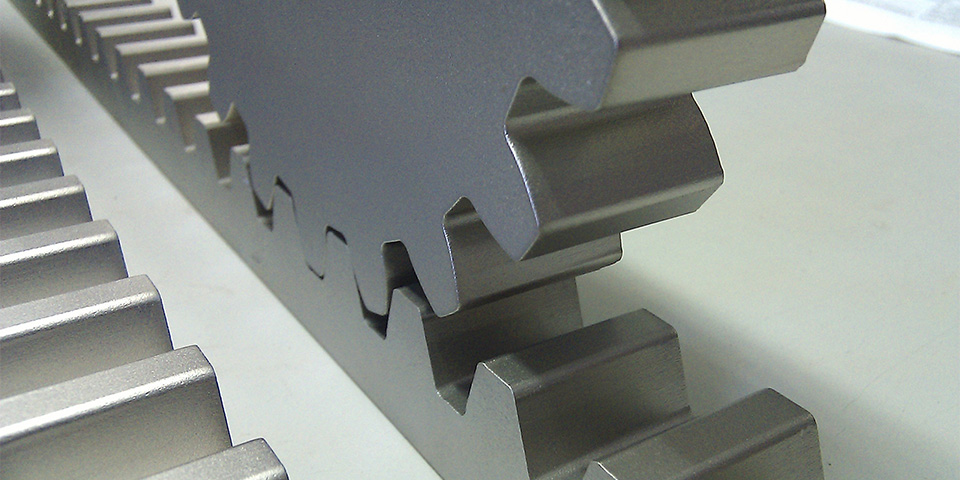
Thus, by combining with abrasive (often sand), waterjet cutting can also master hard materials and large material thicknesses. Even in those applications, it does so with a high quality straight and virtually burr-free cut. These are immediately two strong advantages that waterjet cutting has over laser or plasma technology. A third important element is heat generation. Waterjet cutting involves a cold cut, in other words, there will be no heat input into the material, thus no thermally stressed areas, no risk of melting, cracking, hardening or deformation. The technique is therefore often preferred for heat-sensitive materials. Furthermore, flexibility and freedom of form are also definitely worth mentioning. Moreover, due to the narrow cutting width (only 1 mm material losses), there are advantages to be gained in nesting. It is possible to make a fully angled cut with waterjet cutting, making it a very accurate production method.
Apply tapering effect or eliminate
Is the material very hard? Then granular abrasives, or abrasives, are added to give the water sample extra cutting power.
In waterjet cutting, specific factors affect the shape with which the cut is made through the material. First, the farther the water jet is from the nozzle, the larger it gets. This can create a tapering effect on the cutting line so that it does not square off from the metal surface. In addition, the speed at which the cut is made determines what tapering effect occurs, such as not using enough or too much time to make the cut. The thickness of the material also plays a role in the natural shape with which the water cuts through the material. The tapering effect can be applied or eliminated or controlled in various ways by precisely adjusting the nozzle to optimally direct the water jet. The cutting speed must be matched to the type and thickness of the material. It is even possible to compensate for tapering by adjusting the angle of the nozzle so that the end result is a rectangular cut without any tapering.
Trade-off between speed and quality
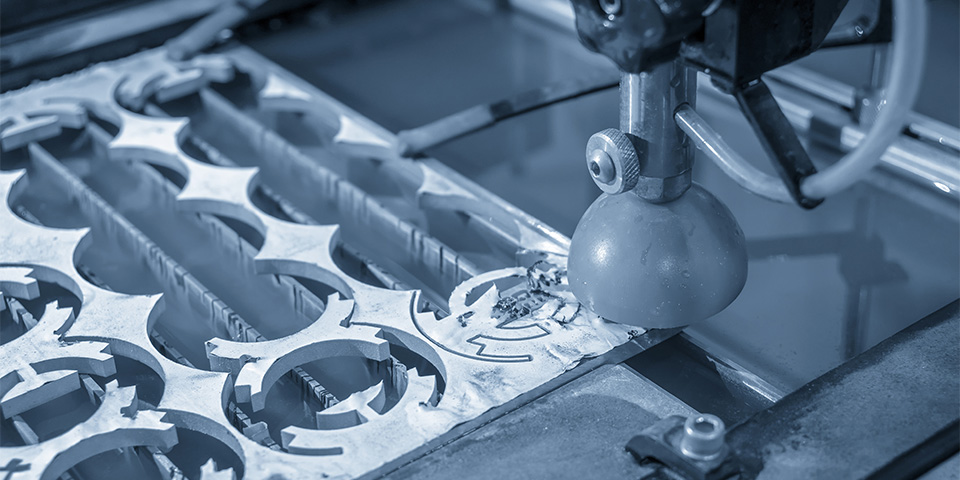
Moreover, due to the narrow cutting width (only 1 mm of material loss), there are advantages to be gained in nesting. (Image: Phuchit)
One of the key components in the process is the high-pressure pump. After all, it must develop enough bar to drive the water through the nozzle at high speed. This will also usually result in high cutting speeds. Yet speed is a hugely variable factor in the cutting process of waterjet cutting. Indeed, the setting will depend on several factors, such as the stiffness and thickness of the material, the shape and the predetermined quality. By working with multiple heads, the speed of the cutting process can obviously be increased significantly. There are also opportunities for time savings. Compared to other cutting techniques, no tooling is required and relatively little or even no post-processing will be necessary, especially if the speed is kept under control. However, one must still take into account a (limited) post-ice effect that may be visible on the underside of the workpiece. Exactly that tension between production speed and finishing will also make the difference in post-ice effect. At a low speed, this will in fact not be visible or less visible. So one must weigh for oneself whether a high speed (and thus a low production price) is worth a lesser finish or not.
Gerelateerde artikelen




Contact gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Social
Vragen? Neem dan direct contact met ons op
Contact © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.