Knowledge among machine builders and the deburring machine increases
Whereas deburring used to be mainly a manual "chore," it has now become a serious and machine-like step of the production process in which metals are machined. To make it as easy as possible for the user, more and more intelligence is being integrated into the machine that supports making the right choices. Those who use it intelligently benefit from an end result without sharp edges.
The machining and automatic machining of metal almost always involves burr formation. In both cold and hot machining. With the latter form, there is an additional challenge because heat can cause local changes in the material, making it more difficult to continue machining the metal at the site of the burr - which can also melt to it.
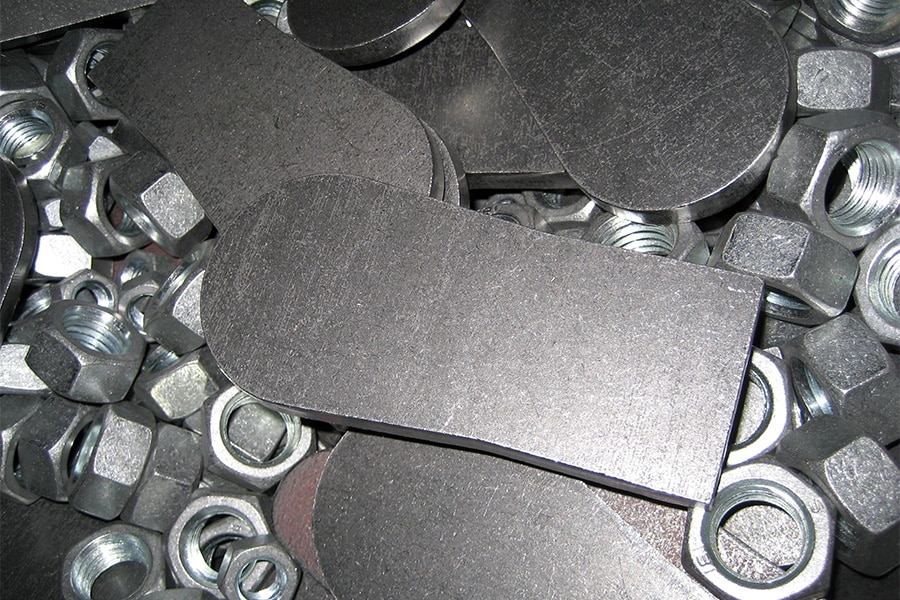
Dangerous, ugly and impractical
Sharp, upright edges are undesirable for several reasons. First, employees are likely to injure themselves. From machine operators to warehouse workers to end users. In addition, burrs are aesthetically unsightly and can also destroy the functionality of the finished product. For example, when it comes to a part that needs to be screwed in or screwed on. Finally, burrs are disastrous for material that has yet to be coated. Sharp edges disrupt flow, creating an uneven coating. At the location of the burr, the coating may even break, increasing the risk of corrosion. Precisely because surface quality is so important in coating, this is also referred to as "finishing" rather than deburring.
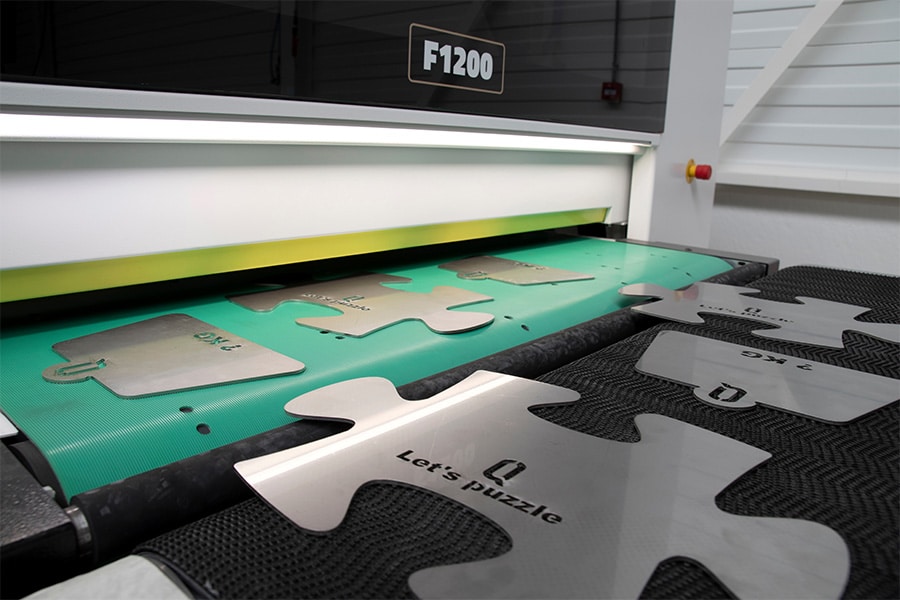
Machine deburring
Previously, burrs were mostly removed manually. It was more a time- and labor-intensive chore than a serious step in the production process. This changed with the advent of deburring or finishing machines. Not only does it save companies a lot of time and therefore man hours, but these machines also ensure that deburring is done with constant - good - quality. In addition, many machines are capable of deburring more products simultaneously, which also saves time. Of course it depends on the quantity of products to be deburred, but practice shows that the machines pay for themselves relatively quickly from (small) series production. It is not only the deburring itself that is done faster and better, but it also means a reduction in the risk of a production line or factory being shut down because of hiccups during deburring.

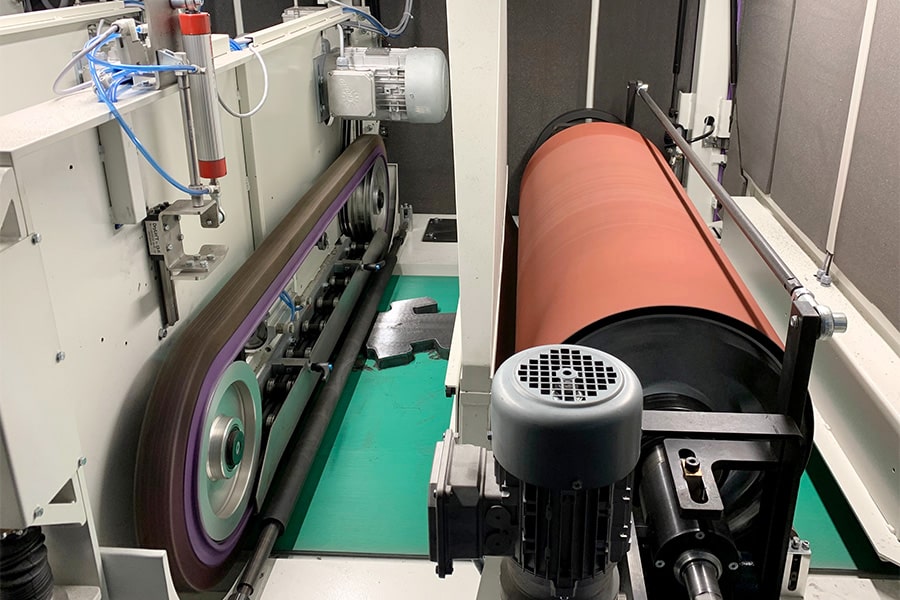
Deburring techniques
Mechanical removal of burrs can take place with electric hand tools, but is also increasingly done fully automatically. In most cases mechanically but electrochemistry, thermal energy (heat) and cryogenics (very low temperature) also offer possibilities. Mechanical deburring is generally done using abrasive elements or brushes (rotating or translating). In terms of consumables, the choices include coated material, non-woven material and a combination of these. With coated material, the grain is applied to a backing that is attached to a belt or disc. This allows the initial burr to be removed but almost always creates a secondary burr - albeit smaller - that must also be removed. Non-woven material such as Scotch-Brite has an embedded grain fiber, which makes it flexible and thus better able to follow the shape of the workpiece. A combination of coated and bonded material is possible. in combined fine grinding wheels. These have abrasive cloth flaps as well as nylon fiber flaps impregnated with abrasive grit.

Brushes
Brushes can also be made of various materials for different types of materials and end results. For example, metal brushes in various widths and diameters can be used as well as a type of rubber pins on a shaft that "hammer" the burr off. This so-called Hammerhead is used, among other things, for plasma cut parts. Which consumable is used depends largely on the material to be deburred. For softer alloys, a finer grit type is chosen while harder materials are handled more 'aggressively'. Stainless steel is typically a material for which aluminum oxide is used. The processing method prior to deburring also plays a role. A laser operation, for example, produces a relatively hard burr compared to a punching operation. Burrs created by plasma machines are relatively large in practice.
Wet or dry?
Finally, the choice is wet or dry deburring. The disadvantage of dry deburring is the relatively large generation of dust. This will have to be removed by suction and the user will also have to clean his machine properly on a regular basis. Especially when different materials are processed and their dust is highly flammable. To prevent this dust generation, a wet-acting suction is applied. In this process, not only dust but also the metal waste - the burr - is removed by the coolant. As an added benefit, this also cleans the product so that greasy material - for example, as a result of a stamping process - leaves the machine relatively clean.
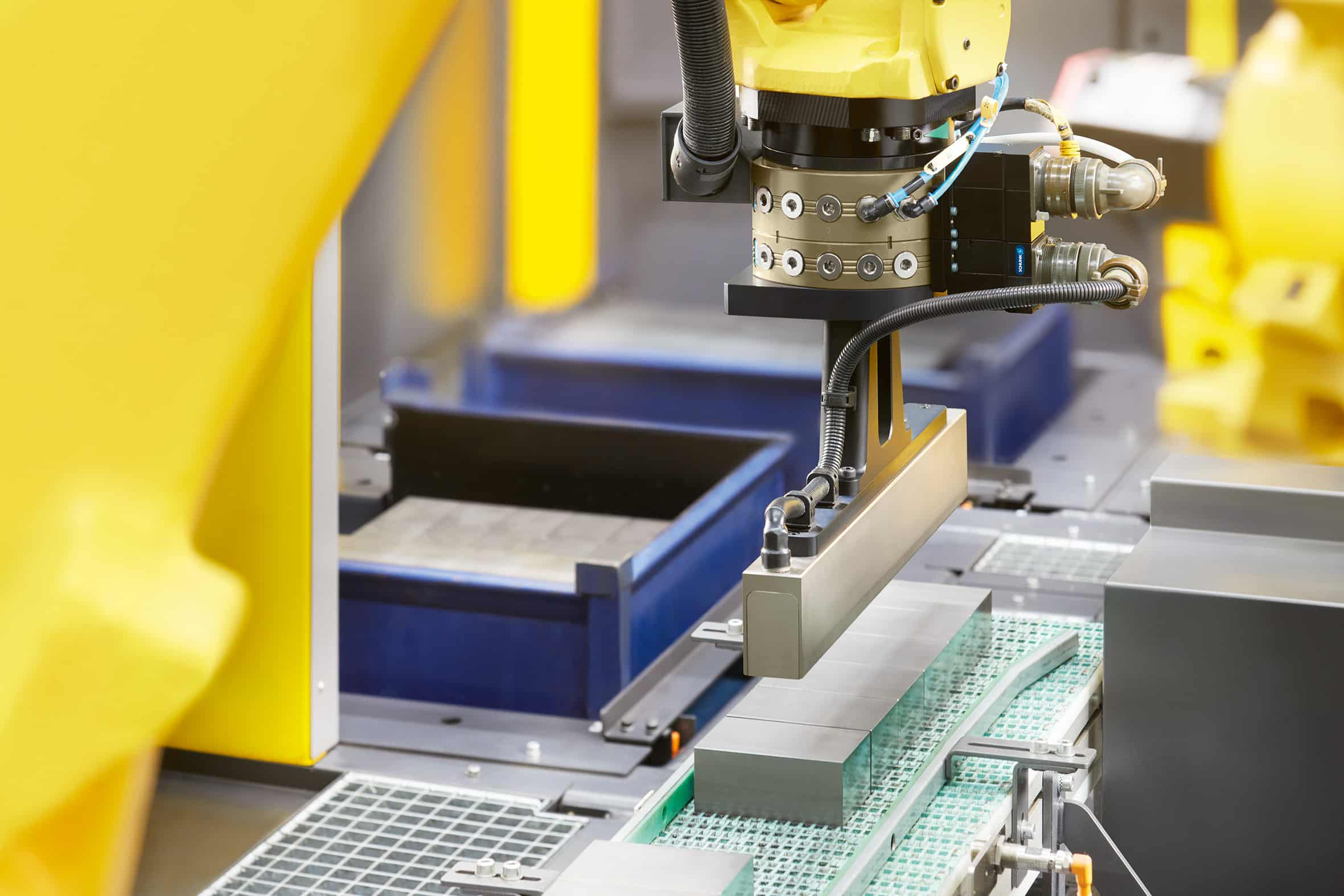
Successful deburring
Although the bulk of the machine works (semi)automatically, it is still the machine operator who is responsible for the end result. In the current generation of machines, he is supported in this by wizards that guide him through various questions to the correct settings. The next challenge here is to motivate the operator to also take over this advice and to consult him when he wants to deviate from it.



Contact gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Social
Vragen? Neem dan direct contact met ons op
Contact © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.