
Another step forward in swirl processes
Technology does not stand still, even when it comes to swirl processes. Thus Paul Horn introduces two novelties that are once again revolutionary. With JET whirling, the market gets for the first time a whirling tool with internal supply of cooling. And with High-Speed whirling, unprecedented productivity is achieved.
With JET swirling, Paul Horn once again demonstrates his knowledge in the field of thread whirling. This solution, developed together with W&F Werkzeugtechnik from Großbettlingen, provides optimum cooling to the cut during cutting. Communications Manager Claudia Stelzer: "The result is high tool life, and in combination with the stable swirl generator, a higher quality of the workpiece surface is also obtained. Through the interplay of the cone system and the flat support at the patented W&F interface, the swirl head also achieves high changeover accuracy. Finally, the internal supply of cooling reduces the risk of chips accumulating between the change plates."
Extremely fast changing
The High-Speed swirl enables significantly faster machining time.
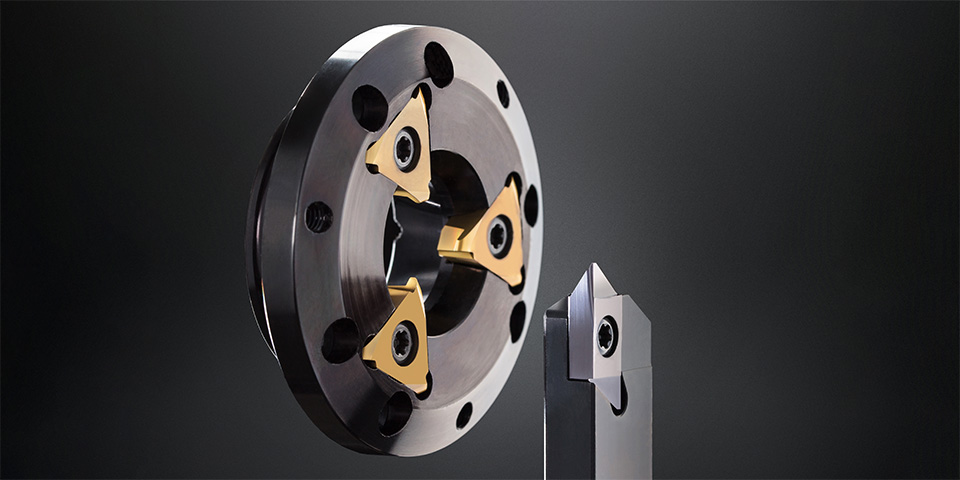
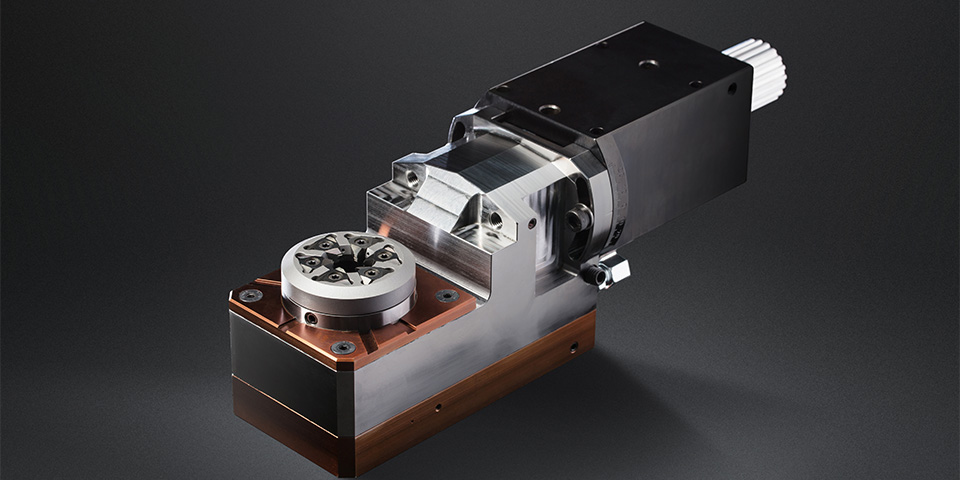
The swirl head changeover time at the swirl generator interface is less than one minute. The interface provides a circulation and oscillation of 0.003 mm. The maximum speed is 8,000 rpm. The swirl heads are available with three-edge type S302 or two-edge type 271 change plates. The cutting circles are available with diameters of 6, 9 and 12 mm. The interface for adjusting the swirl generator is available for all regular long-turning machines.
Whirl at super high speed
Together with Index-Traub, Paul Horn is launching High-Speed (HS) whirling. Thanks to parallel turning and swirl machining, this enables high productivity to be achieved. Stelzer: "The speed is so high that a turning process can be carried out before the whirling process. A turning tool positioned before the swirl tool reduces the volume of material, resulting in significant time savings. In addition, higher surface quality is achieved." Swirl heads are similar to traditional designs, but have cutting inserts with a different geometry. Fabrication of one or more threads is possible with only one cutting insert. Based on adjusted speeds of the process, pre-turning and thread whirling run in parallel during the production phase.
Productive procedure
With JET swirling, you get high tool life and prevent chip accumulation.
For the production of bone screws, threaded whirling is usually used. In this process, the swirl head rotates at a high speed over the slowly rotating workpiece. The swirl head is set at the required angle of inclination to the screw. Through the axial introduction of the workpiece, the whirl head mills the thread. Stelzer: "In order to achieve maximum screw quality, special attention is paid to the precision and quality of the surface with the whirling tools. In addition, in the case of bone screws special materials are used, such as stainless steel, titanium or cobalt-chromium alloys. However, these materials are difficult to chip. Experience is required to achieve the desired result. Hence the carbide substrates, coatings and cutting geometry are tailored to the particular application."



Contact gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Social
Vragen? Neem dan direct contact met ons op
Contact © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.