
Process automation approached tactically
There is a huge demand for automation in the turning and milling world. A reality that has no little to do with both the energy crisis, personnel shortages and certainly also the need for increased flexibility. However, a 100% robotics-inspired solution does not always prove inevitable. SCHUNK proves this with its triple vision of metered automation.

With or without robots?
There are plenty of companies whose new machine effectively runs and produces only 1,500 of the 8,000 hours available on an annual basis. A waste of both money and time, making the need for a highly autonomous process that is fully under control more pressing than ever in many cases. For many turners-millers, this raises the question of how exactly to handle the automation of some of their processes. However, there is often the mistaken perception that robotics should always be involved, which regularly leads to an expensive overkill of production resources.
Recognizable situations, for which SCHUNK wants to offer the customer customized solutions with an appropriate product line. If the parts are not too bulky, one can achieve a valid automation that does not require an exuberant return on investment.
Werner De Ridder of SCHUNK explains this increasing importance of a well-considered and especially dosed automation, distinguishing three levels.
Lean Automation
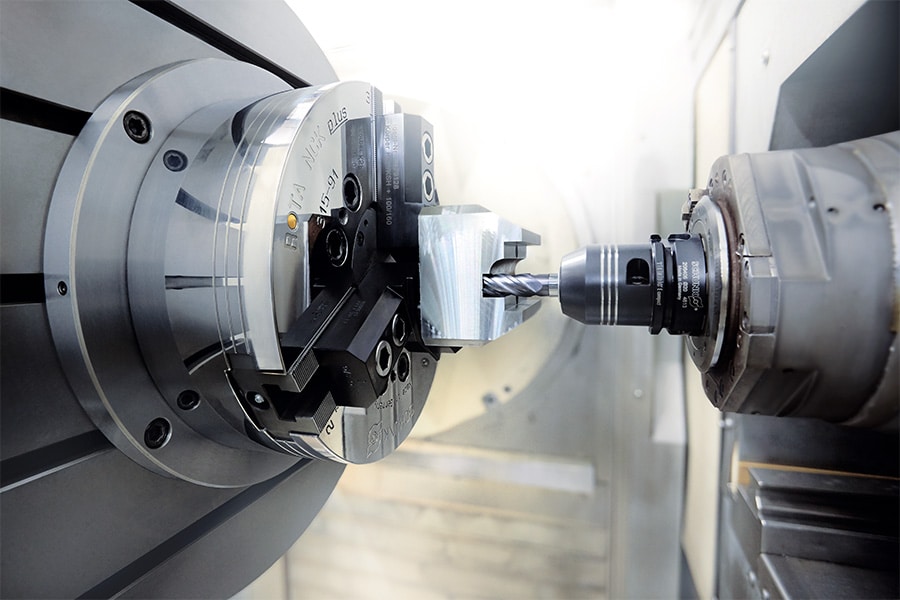
A basic investment that amounts to introducing into the machine limited but highly efficient automation without the need for a robot. What does this mean in practice? Specifically, a gripper from the SCHUNK range is inserted into the spindle of the machine, which will extract parts within the volume of the machine. The workpieces are then placed in a pneumatic clamping screw. The machine itself then changes tool holders and performs operations on the workpiece, after which it is removed by the gripper, and the cycle can start again.
Lean Automation thus implies strategic in situ custom automation, which thanks to its specific focus can remain relatively limited and consequently need not be expensive. Moreover, in companies where people are willing to program a little code themselves, they generate payback periods running from as little as five to eight months. A direct result of the extended spindle time created by the additional automation.

Cobots
As the main application here, loading of CNC machines mainly comes to mind. The aim is to reduce monotonous, repetitive work for the operator so that he can perform other tasks and achieve higher efficiency. Here, too, SCHUNK developed a number of gripper systems with a pronounced plug-and-play approach.
A nice example is the so-called machine tending bundle: two grippers that can work independently of each other, going to pick up the workpiece outside the machine for machining. This can be perfectly combined with blow-off or even a pneumatic machine clamp inside the machine. Because an integrator related to the cobot is required anyway, although the investment is slightly higher than in the first case, this is offset by a more limited payback time. The main reason is the ability to work an entire shift unmanned.

Advanced
Full Robotics system, which will do the machine loading automatically. Here, however, the automation can still be done on the machine table itself. SCHUNK provides a zero-point rapid change system, equipped with air throughput, as a base plate on the machine table. The pallet systems that the robot places on the base plate can thus be changed efficiently through the existing robot coupling on pallet and robot arm. Thus, fully automatic positioning and clamping of workpieces and fixtures by the robot becomes possible within seconds, and you can finish different series of products completely autonomously. The actual setup process takes place outside the machine, in parallel with production.


Contact gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Social
Vragen? Neem dan direct contact met ons op
Contact © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.