
Wie verhindern Sie, dass Ihr Schweißroboter stehen bleibt?
Müssen Sie große Mengen an Schweißarbeiten unter Zeit- und Preisdruck erledigen? Dann ist ein Schweißroboter oft die Lösung. Schließlich liefern sie in kürzester Zeit eine enorm konstante Qualität. Aber um genau zu wissen, wie produktiv ein solcher Schweißroboter ist, muss man sich ansehen, wie lange und wie oft er im Leerlauf ist. Sowohl für Unternehmen mit langen automatisierten Schweißstraßen als auch für ein KMU zählt jede Sekunde Stillstandzeit. Die Verringerung der Ausfallzeiten bei Schweißrobotern beginnt mit der Wahl des richtigen Schweißbrenners.
Warum stehen Schweißroboter still? Dafür kann es viele Gründe geben, denn die Situation ist von Unternehmen zu Unternehmen unterschiedlich. Jede Schweißroboterzelle in der industriellen Produktion ist ein unabhängiges System, in dem überall Fehler auftreten können. Drei goldene Regeln können einen positiven Einfluss auf die Produktivität Ihres Schweißroboters haben.
Wählen Sie die richtige Ausrüstung für Ihren Schweißroboter (Schweißbrenner, Verschleißteile wie Düsen und Stromdüsen, Kabelführung...). Auf die Auswahl des Schweißbrenners werden wir später noch genauer eingehen. Zweitens: Stellen Sie sicher, dass der Roboter richtig programmiert ist. Je besser der Roboter programmiert ist, desto länger halten auch die Verschleißteile und desto geringer ist die Gefahr einer schweren Beschädigung durch eine Kollision. Das Roboterprogramm ist wie der Herzschlag Ihres Schweißprozesses; es sorgt dafür, dass alles reibungslos und genau abläuft. Drittens: Sorgen Sie für eine vorbeugende Wartung, damit auch alle Komponenten in einwandfreiem Zustand bleiben.
Schweißbrenner luftgekühlt oder wassergekühlt?
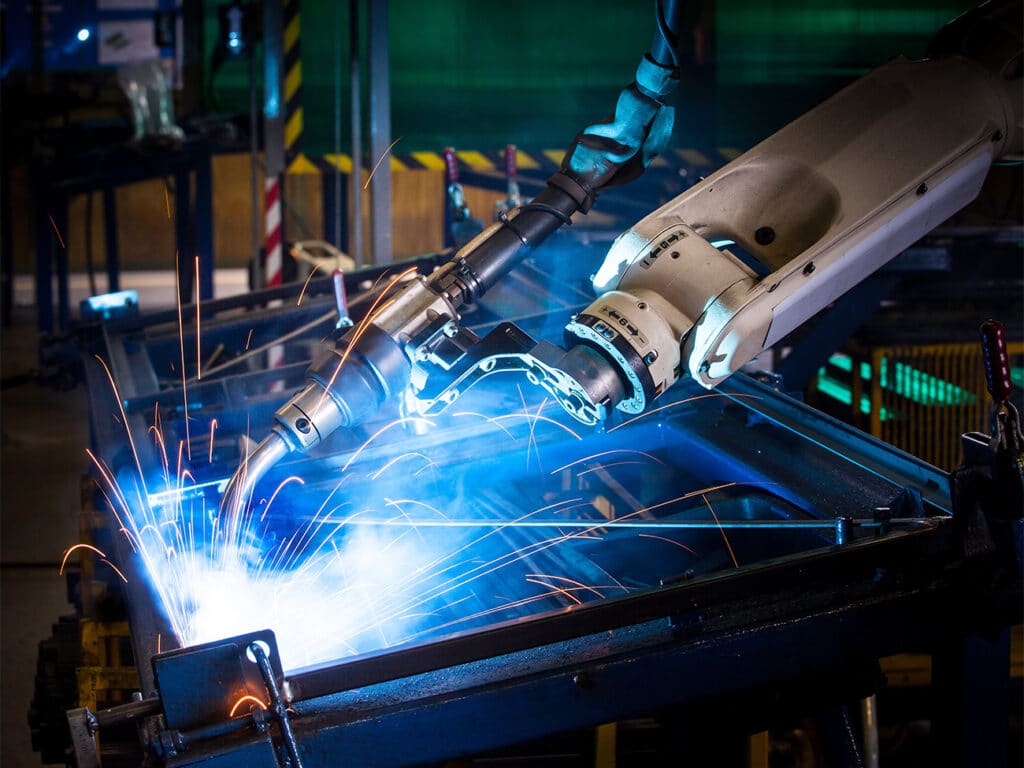
Von Schweißrobotern wird erwartet, dass sie eine gleichbleibend hohe Qualität liefern. Doch sie müssen ihre Arbeit unter harten Bedingungen verrichten. Der Schweißbrenner eines Schweißroboters muss in seiner täglichen Routine einiges aushalten: hohen Strom, enorme Hitzeentwicklung, Schweißspritzer und sogar das Risiko eines gelegentlichen Absturzes. Der Schweißbrenner muss also einiges aushalten, aber gerade bei den Schweißbrennern gibt es viele Unterschiede auf dem Metallmarkt.
Ein erster wichtiger Parameter, der bei der Auswahl zu berücksichtigen ist, ist die Stromstärke der Schweißquelle. Liegt diese unter 300 A, reicht ein luftgekühlter Schweißbrenner aus; über 300 A ist es besser, sich für eine Wasserkühlung zu entscheiden. Bei hoher Wärmeabgabe und langen Produktionszyklen muss ein Schweißbrenner an einem Schweißroboter aktiv gekühlt werden, um den dauerhaften Betrieb der Verschleißteile zu gewährleisten. Je weniger schnell sie verschleißen, desto seltener müssen sie ausgetauscht werden und desto seltener steht der Roboter still.
Kein gerader Schweißbrenner
Die Geometrie des Schweißbrenners wiederum muss auf die Schweißaufgabe abgestimmt sein. Standard-Schweißbrenner haben Biegewinkel von 22°, 33° oder 45°. Gerade Schweißbrenner sind nicht geeignet. Ein Schweißdraht hat einen natürlichen Verlauf, wenn er durch den Schweißbrenner geführt wird. Das liegt daran, dass sie normalerweise auf Spulen geliefert werden. Dieses Phänomen nennt man Vorspannung. Je größer die Vorspannung ist, desto gezielter wird der Draht in die Stromdüse geführt und desto geringer ist die Anzahl der Drahtkontaktpunkte in der Stromdüse. Das bedeutet eine höhere Stromdichte pro Spitze und damit eine stärkere Erwärmung. Bei geraden Schweißbrennern ist es schwieriger, mit einer großen Vorspannung zu schweißen. Wir sprechen dann von Durchmessern von 900 bis 1.200 mm. Dies lässt sich jedoch mit sogenannten Drehbrennern, einer längeren Stromdüse oder engeren Bohrungen in der Stromdüse lösen.
Besondere Geometrie
Bestimmte Anwendungen erfordern eine besondere Geometrie des Schweißbrenners. Schließlich muss er eine gute Zugänglichkeit zum Werkstück gewährleisten. Wenn der Schweißroboter ungünstig positioniert werden muss, um das zu schweißende Produkt zu erreichen, können die Kabel verdreht oder blockiert werden. Und das wirkt sich natürlich auf die Lebensdauer aus.
Auswechselbare Brennergriffe
Ein austauschbarer Schweißbrennerhals kann eine gute Lösung für einen Schweißroboter sein. Im Falle einer Wartung oder eines Defekts können sie einfach und schnell ausgetauscht werden. Die Wartung kann dann außerhalb der Schweißroboterzelle durchgeführt werden, so dass der Schweißvorgang fortgesetzt werden kann. Mit einer Einstelllehre muss der TCP dann überprüft und gegebenenfalls korrigiert werden, damit er für den nächsten Austausch bereit ist. Dies kann manuell durch den Anlagenbediener oder automatisch durch Brennerwechselsysteme erfolgen.
Einige Tipps und Tricks
- Wählen Sie bei der Auswahl des Schweißbrenners Qualität
- Achten Sie bei geraden Schweißbrennern verstärkt auf die Kontaktpunkte in der Stromdüse
- Stellen Sie sicher, dass der Schweißbrenner des Schweißroboters das Werkstück leicht erreichen kann.
- Vermeiden Sie ein Verdrehen der Kabel
- Auswechselbare Schweißbrennerhälse können die Ausfallzeiten von Schweißrobotern reduzieren



Kontakt gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Soziales
Vragen? Nehmen Sie direkten Kontakt mit uns auf
Kontakt © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.