
Ein weiterer Schritt nach vorn bei Swirl-Prozessen
Die Technik bleibt nicht stehen, auch nicht bei den Swirlverfahren. So stellt Paul Horn zwei Neuheiten vor, die einmal mehr revolutionär sind. Mit dem JET-Wirbeln erhält der Markt erstmals ein Wirbelwerkzeug mit innerer Kühlmittelzufuhr. Und mit High-Speed-Wirbeln wird eine noch nie dagewesene Produktivität erreicht.
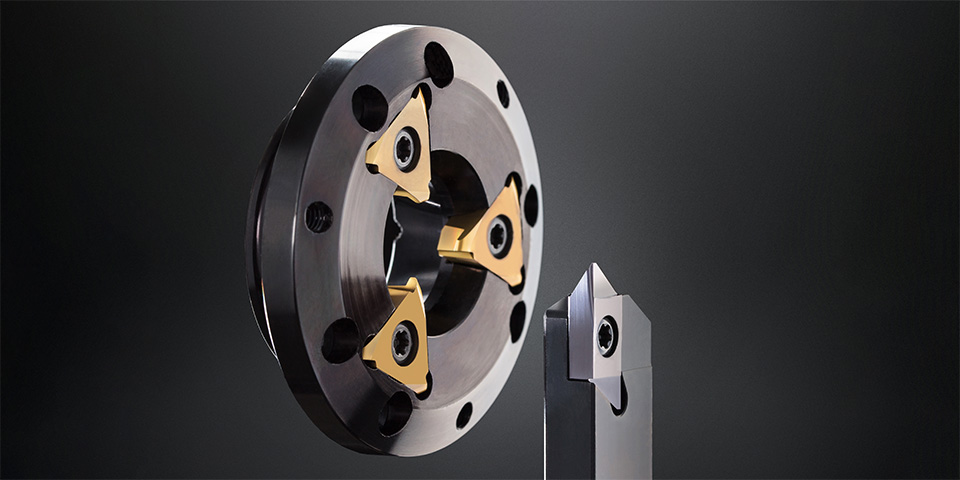
Mit JET wirbelt Paul Horn einmal mehr sein Wissen auf dem Gebiet der Gewindewirbeln. Diese gemeinsam mit W&F Werkzeugtechnik aus Großbettlingen entwickelte Lösung sorgt für eine optimale Kühlung des Schnittes während des Schneidens. Kommunikationsleiterin Claudia Stelzer: "Das Ergebnis ist eine hohe Standzeit der Werkzeuge und in Kombination mit dem stabilen Wirbelgenerator wird auch eine höhere Qualität der Werkstückoberfläche erreicht. Durch das Zusammenspiel des Konussystems und der flachen Auflage an der patentierten W&F-Schnittstelle erreicht der Drallkopf zudem eine hohe Wechselgenauigkeit. Schließlich reduziert die interne Kühlung die Gefahr, dass sich Späne zwischen den Wechselplatten ansammeln."
Extrem schnelles Umschalten
Die Hochgeschwindigkeitsverwirbelung ermöglicht eine erheblich schnellere Verarbeitungszeit.
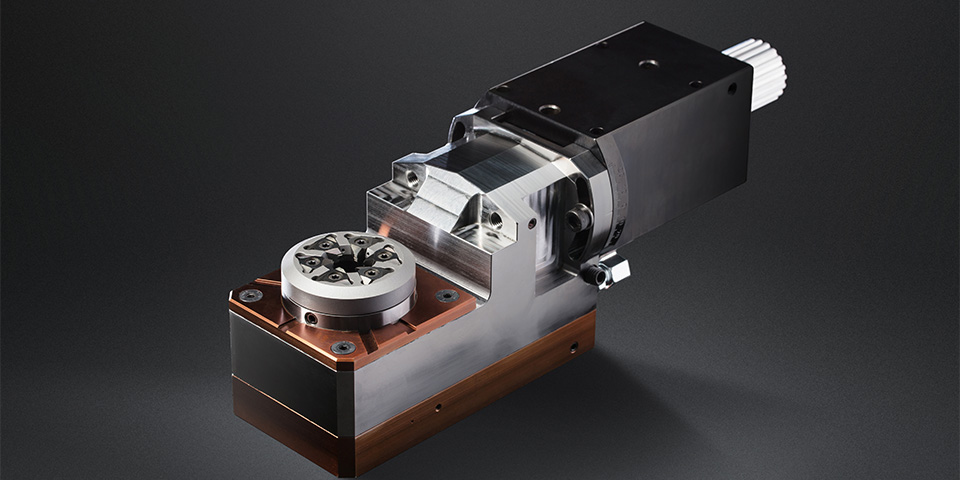
Die Umschaltzeit des Drallkopfes an der Schnittstelle zum Drallerzeuger beträgt weniger als eine Minute. Die Schnittstelle bietet eine Zirkulation und Oszillation von 0,003 mm. Die maximale Drehzahl beträgt 8.000 U/min. Die Drallköpfe sind mit dreischneidigen Wechselplatten vom Typ S302 oder zweischneidigen Wechselplatten vom Typ 271 erhältlich. Die Schneidkreise sind mit Durchmessern von 6, 9 und 12 mm erhältlich. Die Einstellschnittstelle für den Drallgenerator ist für alle gängigen Langdrehautomaten erhältlich.
Wirbeln mit superhoher Geschwindigkeit
Gemeinsam mit Index-Traub führt Paul Horn das High-Speed (HS)-Wirbeln ein. Dank der parallelen Dreh- und Wirbelbearbeitung kann damit eine hohe Produktivität erreicht werden. Stelzer: "Die Geschwindigkeit ist so hoch, dass vor der Wirbelbearbeitung ein Drehprozess durchgeführt werden kann. Ein vor dem Drallwerkzeug positioniertes Drehwerkzeug reduziert das Materialvolumen, was zu einer erheblichen Zeitersparnis führt. Darüber hinaus wird eine höhere Oberflächenqualität erreicht." Die Drallköpfe ähneln den herkömmlichen Konstruktionen, haben aber Schneidplatten mit einer anderen Geometrie. Die Herstellung von einem oder mehreren Gewinden ist mit nur einer Schneidplatte möglich. Aufgrund der angepassten Geschwindigkeiten des Prozesses laufen Vordrehen und Gewindewirbeln in der Produktionsphase parallel.
Produktives Verfahren
Die JET-Wirbelung sorgt für hohe Standzeiten und verhindert die Ansammlung von Spänen.
Für die Herstellung von Knochenschrauben wird in der Regel das Gewindewirbeln verwendet. Bei diesem Verfahren rotiert der Wirbelkopf mit hoher Geschwindigkeit über das langsam rotierende Werkstück. Der Drallkopf wird auf den gewünschten Neigungswinkel zur Schraube eingestellt. Durch axiales Einführen des Werkstücks fräst der Drallkopf das Gewinde. Stelzer: "Um eine maximale Schraubenqualität zu erreichen, wird bei Drallwerkzeugen besonders auf die Oberflächengenauigkeit und -qualität geachtet. Bei Knochenschrauben kommt hinzu, dass werden spezielle Werkstoffe wie rostfreier Stahl, Titan oder Kobalt-Chrom-Legierungen verwendet. Diese Werkstoffe sind jedoch schwer zu zerspanen. Hier ist Erfahrung gefragt, um das gewünschte Ergebnis zu erzielen. Daher werden die Hartmetallsubstrate, die Beschichtungen und die Schneidgeometrie auf die jeweilige Anwendung zugeschnitten."



Kontakt gegevens
Louwers Mediagroep
Schatbeurderlaan 6
6002 ED Weert
Soziales
Vragen? Nehmen Sie direkten Kontakt mit uns auf
Kontakt © 1987 - 2025 Louwers Media Group.
© 1987 - 2025 Louwers Media Group.